Anocote Polska, a leading surface coating specialist based in Łańcut, Poland, has successfully completed a comprehensive series of corrosion resistance tests conducted by Volvo Construction Equipment, a global leader in heavy machinery manufacturing.
The company specialises in applying advanced corrosion protection to fasteners used across a wide range of vehicles and industrial equipment, including large-scale earth movers.
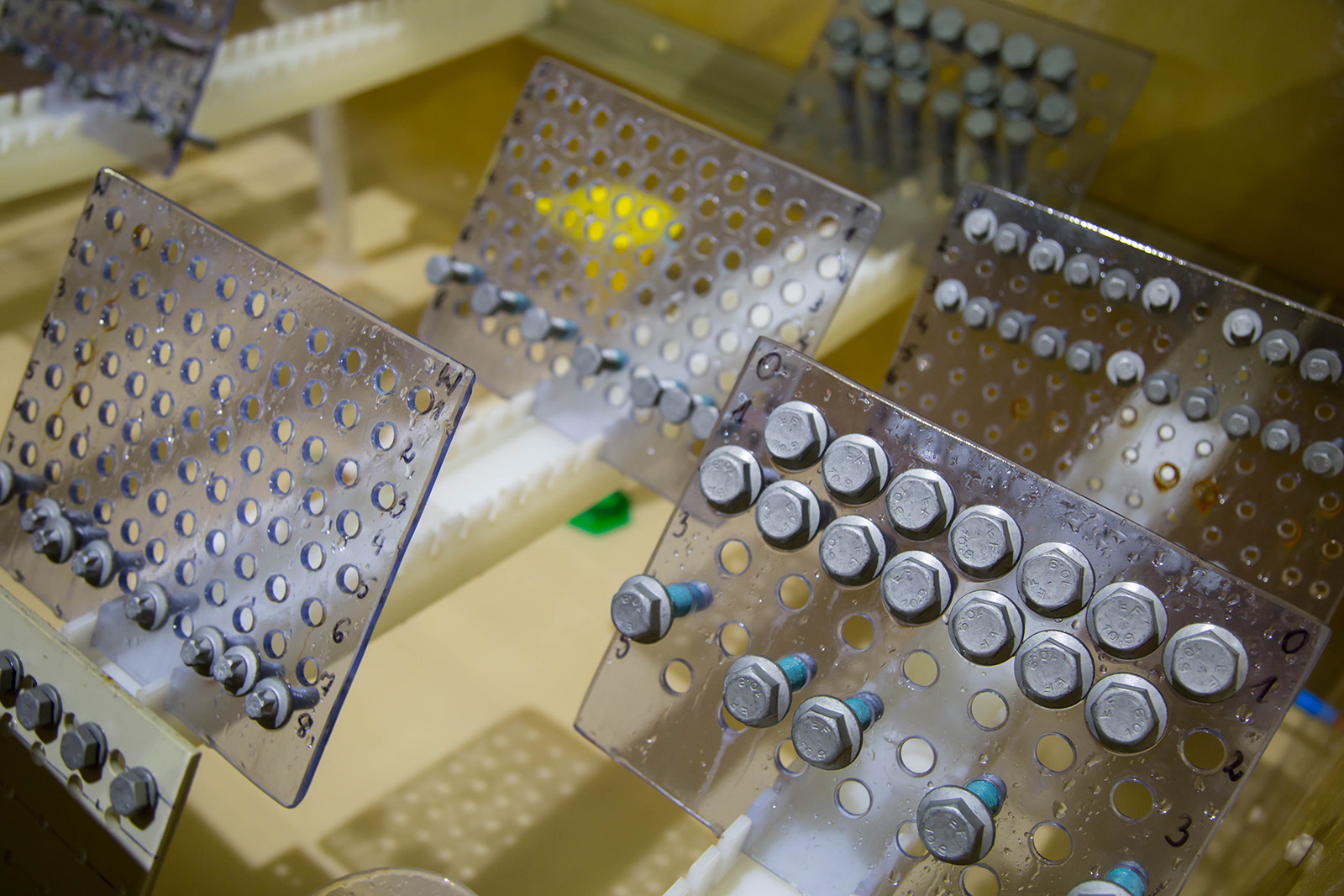
In a recent evaluation, 10 treated fastener samples underwent stringent testing at a certified corrosion laboratory in Sweden, adhering to Volvo’s stringent standards.
Five fastener samples were assessed for white corrosion resistance and showed no signs of deterioration after both one and five weeks. An additional five samples were tested for base metal corrosion over a four-week period and were also found to be completely unaffected.
Pawel Jagustyn, European Divisional Director at Anocote Polska, said: “We were pleased to participate in Volvo’s testing programme, which was essential for validating the coatings we apply.
“The successful results, combined with the outstanding dedication of our team, have paved the way for the next phase – a formal audit by Volvo at our Łańcut facility. This will enable us to expand our coating capabilities beyond zinc flake applications.
“We supply coated fasteners and components to a major manufacturer in the off-highway sector. With a diverse range of processes, partnerships and licenses with leading suppliers, we are confident in the quality and durability of our finishes. These test results further affirm the reliability of our corrosion protection solutions.”
The testing process involved the use of a climate chamber to simulate prolonged exposure to varying temperature and humidity conditions, ensuring real-world performance validation.
Anocote Polska is part of the Anochrome Group, a provider of cutting-edge anti-corrosion coating technologies serving key industries such as automotive, construction, rail, agriculture and energy. The company’s solutions are engineered to deliver long-term durability and reliability, even in the most demanding operating environments.